培训资料
在电子制造过程中,波峰焊接工艺必不可少,对电子产品的焊接质量起着关键性的作用;熔融焊料在流动状态下与空气中的氧接触并不断的发生氧化形成氧化渣。
在电子制造业,随着无铅焊接工艺的逐步导入,高含锡量的无铅焊料合金逐步替代传统的Sn63/37合金焊料;随着无铅焊料的广泛应用,氧化渣问题变得更为严重,浪费率高达30%-50%以上;产品的焊接质量及可靠性能也受到相当大的影响;如何减少氧化锡渣的产生变成电子制造业所面临的必修之课程!
一、氧化锡渣的危害
1. 影响锡液流动性和锡面高度,影响焊接质量。
2. 附着于板面,造成如锡球等质量问题,直接影响电子产品的电气可靠性能。
3. 锡渣的处理及运输造成的额外管理问题,且对环境有一定的影响。
4. 松散的氧化渣使空气更容易停留在熔融焊料内,从而加剧焊料的氧化。
5. 有用金属被锡渣包裹,无法利用,造成极大浪费。
二、锡渣的形成:
1〉、静态熔融焊料的氧化
根据液态金属氧化理论,熔融状态的金属表面会强烈的吸附氧,在高温状态下被吸附的氧分子将分解成氧原子,得到电子变成离子,然后再与金属离子结合形成氧化物。暴露在空气中的熔融金属液面瞬间即可完成整个氧化过程,当形成一层单分子氧化膜后,进一步的氧化反应则需要电子运动或离子传递的方式穿过氧化膜进行,静态熔融焊料的氧化逐渐减少。
不同温度下SnO2与PbO的标准生成自由能不同,前者生成自由能低,更容易产生,这也在一定程度上解析了为什麽无铅化以后氧化渣大量的增加;通常静态熔融焊锡的氧化膜为SnO2和SnO的混合物。
氧化物按分配定律可部分溶解于熔融的液态焊料, 同时由于溶差关系使金属氧化物向内部扩散,内部金属含氧逐步增多而使焊料质量变差,这在一定程度上可以解释为何经过高温提炼(或称还原)出来的合金金属比较容易氧化,且氧化渣较多;此外,氧化还和温度、气相中氧的分压、熔融焊料表面对氧的吸收和分解速度、表面原子和氧原子的化合能力、表面氧化膜的致密度、以及生成物的溶解、扩散能力等有关。
2〉、动态熔融焊料的氧化
动态时形成的焊料渣有三种形态:
a、表面氧化膜 锡炉中的熔融焊料在在高温下,通过其在空气中的暴露面和氧相互接触发生氧化。这种氧化膜主要形成于锡炉中相对静止的熔融焊料表面呈皮膜状,主要成分是SnO。只要熔融焊料表面不被破坏,它就能起到隔绝空气的作用,保护内层熔融焊料不被继续氧化。这种表面氧化膜通常占氧化渣量的5%左右。
b、黑色粉末 这种粉末的颗粒都很大,产生于熔融焊料的液面和机械泵轴的交界处,在轴的周围呈圆形分布并堆积。轴的高速旋转会和熔融焊料发生摩擦,但由于熔融焊料的导热性很好,轴周围熔融焊料的温度并不比其它区域的温度高。黑色粉末的形成并不是应为摩擦温度的升高所致,而是轴旋转造成周围熔融焊料面的漩涡,氧化物受摩擦随轴运动而球化。同时摩擦可造成焊料颗粒的表面能升高而加剧氧化;约占氧化渣量的10%左右。
C、氧化渣 机械泵波峰发生器中,存在着剧烈的机械搅拌作用,在熔融焊料槽内形成剧烈的漩涡运动。这些漩涡和翻滚运动形成的吸氧现象,空气中的氧不断被吸入熔融焊料内部。由于吸入的氧有限,不能使熔融焊料内部的氧化过程进行得像液面那样充分,因而在熔融焊料内部产生大量银白色沙粒状(或称豆腐渣状)的氧化渣。这种渣的形成较多,氧化发生在熔融焊料内部,然后再浮向液面大量堆积,甚至占据焊料槽的大部分空间,阻塞泵腔和流道,最后导致波峰高度不断下降,甚至损坏泵叶和泵轴;另一种是波峰打起的熔融焊料重新流回焊料槽的过程中增加了熔融焊料与空气中氧的接触面,同时在熔融焊料槽内形成剧烈的漩涡运动形成吸氧现象,从而形成大量的氧化渣。这两种渣通常占整个氧化渣量的85%,是造成浪费最大的。应用无铅焊料后将产生更多的氧化渣,且SnCu多于SnAgCu,典型结构是90%金属加10%氧化物。
这种氧化渣的形成与熔融焊料的流体流动有关,流体的不稳定性及瀑布效应,可能造成吸氧现象及熔融焊料的翻滚,使氧化渣的形成过程变得更加复杂。另外,从工艺角度讲,影响氧化渣产生因素包括波峰高度、焊接温度、焊接气氛、波峰的扰度、合金的种类或纯度、使用助焊剂的类型、通过波峰PCBA的数量及原始焊料的质量等。
三、氧化锡渣的结构
通常我们所说的锡渣主要是由氧化锡SnO2(即锡灰)和被包裹在氧化锡内的锡Sn以及少部分的碳化物质组成,被包裹在氧化锡内的锡Sn的比例最少在50%以上,有的甚至高达90%(具体含量视捞渣的情况而定)。
锡渣中的氧化锡(即锡灰)通常是SnO2,灰色粉末状;密度为6.95克/立方厘米;熔点1630℃;结构式:O:SnO;分子量 :150.69 ;锡含量:70% - 96.5%不等。
四、氧化渣减少的措施
国内外学者和企业对波峰焊氧化渣减少措施进行了大量的研究,主要有以下几方面:
1>、采用氮气保护
氮气保护是一种减少氧化渣产生的有效措施,利用氮气将空气与熔融焊料隔开可有效减少氧化渣的产生;氮气气氛下焊接,随着氧气溶度的降低,无铅焊料的氧化明显减少。
氮气保护也会带来不足,主要表现是增加了PCBA表面锡珠的产生和营运成本,通常节约的焊锡不足以抵消购买液氮或氮气发生器的运行和维护成本。
2〉电磁泵的研究与使用
1969年瑞士学者R.F.J.PERRIN首先提出了利用电磁泵泵送熔融金属焊料传导的新方案,70年代中期瑞士KRISTN 公司利用此技术在行业中首先推出了单相交流传导式电磁波峰焊接机系列产品(6TF系列),1982年法国也有类似的技术获得专利权;其技术主要是去掉了机械泵所有旋转的零部件(含电机);不足之处:
a、 波峰打起的速度很慢,耗电量大.
b、 同样存在流体的不稳定性及瀑布效应,由这几种现象形成的锡渣无法减少.
c、 且目前电磁泵的价格比较昂贵,远不如机械泵得到应用的广泛。
3〉锡渣分离装置的研究
即行业中所说的锡渣还原机,其工作原理利用对装入氧化渣的滚筒加热到400℃以上并进行压缩,分开可用的焊料被收集整理并引导流入热炉中,最后成型已备再利用。不可用的废渣Sno2(即锡灰)被堆积在一用于清除和循环利用的容器中。
这种设备属离线分离处理,主要利用的是物理分离法,已氧化的锡渣SnO2是不可能被还原出锡Sn的,我们看到所谓还原出来的锡,只不过是在打牢锡渣时混杂在其中的纯锡而已;大多数焊料生产厂家都采用加入P元素来改善其抗氧化性能,而经过高温分离出来的合金焊料中的抗氧化元素早已消耗完毕,内部金属含氧逐步增多而使焊料质量变差;因此这种方法处理出来的焊料非常容易氧化;
利用这种锡渣分离装置即行业中所说的锡渣还原机处理锡渣,需专人操作、耗电、占用空间、噪音大,打捞、运输、储存、还原过程复杂,增加管理成本。在还原率本身就不高的情况下,减去设备占用空间的租金+储存空间的租金+员工工资+电费+设备投资等,还不如直接与厂家兑换锡条!由于易造成二次污染,又要消耗电能,在电力供应本身就很紧张的情况下,使用此类设备的可行性也将遭到质疑!因此,大多数电子制造企业都在寻求一种既可抗氧化又可将SnO2还原成Sn的化学产品。
4〉抗氧化焊料的使用
日本学者Tadashi Takemoto等人向焊料中加入P和Ge元素进行研究,试验用合金焊料为SnAg和SnAgCu。设备为可容纳15KG的小波峰锡炉,试验温度为250℃。通过实验得到:氧化渣的重量随时间线性增加;添加少量的Ge和P可有效降低氧化渣的重量,其中P的加入可使氧化渣的重量降低到原来的50%左右。但抗氧化效果都会随时间的延长、微量元素的消耗而逐步失效。因此有了抗氧化还原剂的出现!
锡渣还原剂(粉)的研究与应用
由于无铅焊料中的抗氧化微量元素倾向于向熔融焊料表面凝聚并优先于Sn元素与空气中的氧结合,微量元素很快被消耗掉,焊料也就失去抗氧化的效果;流体的不稳定性及瀑布效应,及熔融焊料的翻滚造成的吸氧现象;氧化物按分配定律可部分溶解于熔融的液态焊料,同时由于溶差关系使金属氧化物向内部扩散,种种原因使焊料合金内部的含氧逐步增多;因此在熔融的焊料炉内添加一种抗氧化还原剂,使产生的氧化锡渣立即被还原而无法堆积,同时有效阻止氧化渣的进一步产生,是目前最切实可行的有效措施;因此国内外商家先后推出了锡渣(焊料氧化渣即SnO2工业中又成为锡渣)抗氧化还原剂(粉)。
抗氧化还原剂必须具备的条件:
a>、必须符合环保要求,不影响生产场所的工作环境,不影响焊料的合金成分;
b>、反应后的残留物无粘性或不能飞散,不能污染PCBA的板面及现有生产设备(如波峰焊等);
c>、不易燃,无腐蚀性,不改变现有生产工艺,不影响现有设备的日常维护与保养;
d>、减少锡的润湿性上升时间,增加流动性;提升产品品质。
e>、减少锡内氧含量,真正绿色环保。
f>、用量少,还原率高,反应后的残留物易于处理,最好能通过生物降解;真正从环保的角度为企业 节能、降耗。
台湾某公司研究出一种锡渣还原粉,主要吸收各种杂质及氧化物,避免熔融焊锡氧化及散热损失。不足之处是烟雾大、有刺鼻的气味,使用该还原粉时必须对波峰焊设备进行改进,且反应后的残留物有粘性,冷却后变成坚硬的固体,对设备的日常维护、保养带来一定的不便,甚至有客户反映炉壁被腐蚀穿孔现象。
P.Kay金属Fein-Line合伙公司研制的熔融钎料表面活性剂,据称可降低焊料成本40%-75%;不足之处是使用该还原剂是反应后的残留物有粘性,黏附在设备或PCBA上很难清理,甚至有可能堵塞喷嘴,对设备的日常维护、保养带来一定的不便,一旦不小心沾到PCB板上很难清洗掉,将影响到产品的电气性能和焊点的可靠性!且价格昂贵,降低的焊料成本与使用活性剂的成本持平。
深圳市堃琦鑫华科技有限公司研发的ICHIMURA --JR07锡渣抗氧化还原剂,属高分子有机化合物,系由多种表面活性剂、润湿剂、分散剂等经科学方法复配而成;该还原剂可以将包在氧化渣里面的锡分离出来,也可以将氧化的锡(SnO2)还原成可利用的锡(Sn);并且抗氧化还原剂中的有效成分优先于Sn元素与氧元素O2结合,明显减少熔融焊料内部的氧O2含量,防止熔融焊料进一步发生氧化,增强熔融焊料液面的流动性,有效帮助PCBA的焊接。
其与氧化物的还原过程大致可视为:O2+R=OxRx; PbOx + R = Pb + OR (1) ;SnOy + R = Sn +OR (2) 式中:PbOx 为铅氧化物,R 为液体还原剂,Pb 为还原铅,OR 为氧化物,SnOy 为锡氧化物, Sn 为还原锡。其优点主要表现为:
•水溶性,不易燃(可达330℃以上 ),无腐蚀性,无粘性
•与助焊剂混合不会起化学反应,不残留在PCB板上
•无烟,无味,不含任何重金属成分,不会改变焊锡成份
•减少焊料中氧含量,增强焊料的流动性和润湿性,降低锡表面张力;有效改善PCBA的焊接品质
•产品不含任何禁用物质成份:PFoA+PFOS+SB;特定笨并三氮唑;四溴双酚-A;石棉;甲醛等物质;符合ROHS/REACH标准
•反应残留物为泥状物,无粘性,入水分解,或生物降解;设备的日常维护与保养简单;从环保的角度为企业节能、降耗
• 还原率高,1KG可还原30~50KG锡渣,
•持续时间长;添加一次可维持4-6小时;减少人力作业
•产品经过严苛的SIR/电迁移/切片等相关测试验证,真正的环保、节能产品(现已出口匈牙利、印度、泰国、马来西亚、新加坡、以色列、台湾等国家和地区) 在ICHIMURA --JR07锡渣抗氧化还原剂的再生处理工艺中,成功地采用了液体覆盖化学置换反应还原法。这种还原剂为无毒的有机类材料,是可生物降解的物质,其本身和氧化物对人类和环境无害。利用液体覆盖还原处理废焊料工艺,一方面,由于温度控制在 280℃以下相对较低范围,远低于(锡渣还原机的温度)400℃以上铅烟产生的温度;另一方面,液体还原剂的表面覆盖也有效地抑制铅烟的逸出;不仅有效地还原了焊渣中的铅锡氧化物,而且也有效地避免了残余物和铅烟对环境的污染。
该产品水溶性的特性决定其内部含有少部分的水分,在使用时所看到的少量烟雾实为水蒸气。
ICHIMURA JR07锡渣抗氧化还原剂的评估方法
一、 准备工作
1> 客户状况 :是指计划导入评估的客户名称或地址
2> 设备状况 :是指计划进行导入评估的设备型号、线别
3> 产品状况 :是指正在该设备上生产的产品名称、型号
4> 锡面液位 :是指波峰在完全静止状态下所量出来的参数
5> 单板上锡量:是指单片板子在过炉后与过炉前的重量差
6> 单板耗锡量:是指单片板子实际所消耗掉的焊锡量,即为单板上锡量与生产此片板子 时所产生的锡渣量之和;
7> 锡渣产生量:是指使用还原剂前后的打捞锡渣的数量;
8> 锡渣兑换率:是指用锡渣在与焊锡供应商兑换锡条时的比率,如出售锡渣,则可将锡渣出售价与锡条购置价计算出比率=锡渣出售价÷锡条购置价;
9> 锡渣产生率:是指同等锡面液位下捞起的锡渣量与投放锡条量的比率=锡渣量÷锡条投放量;
10> 锡条利用率:是指单板上锡量与锡条投放量的比率=单板上锡量÷锡条投放量,原则上是锡渣产生率+锡条利用率=100%;
11> 还原剂还原率:即为使用还原剂后的锡渣产生率;
12> 测试时间:即为从开始测试评估到日期到结束测试评估日期;
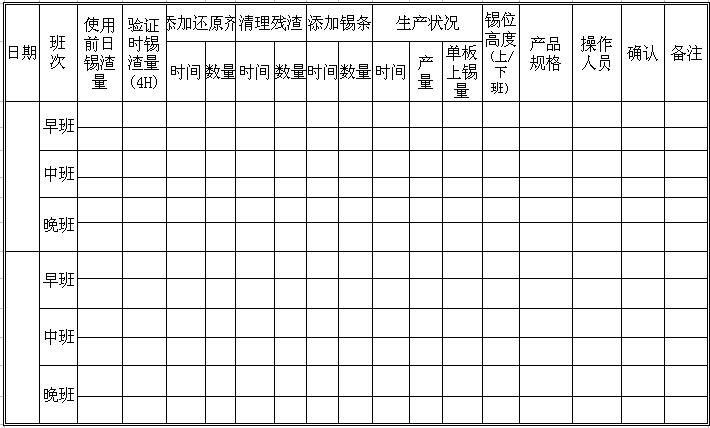
二、 数据收集
三、 数据统计
|
|
锡面液位 |
锡条添加量 |
锡渣产生量 |
锡渣兑换率 |
锡渣产生率 |
锡条利用率 |
|
评估前 |
A |
B |
C |
D |
E |
F |
|
评估后 |
A’ |
B’ |
C’ |
D’ |
E’ |
F’ |
四、以锡渣的方式计算
下面以100KG锡渣为类计算:
按照通常换锡的处理方法(70%的兑换率):
换回锡条: 100KG×70%=70KG
浪 费: 100KG-70KG=30KG (锡灰)
换回锡条的利用率为80%:70KG×80%=56KG
换回的锡条浪费: 70KG-56KG=14KG
总共浪费: 30+14=44KG
用ICHIMURA JR07系列锡渣抗氧化还原剂处理:
锡灰的锡含量按90%: 44KG×90%=39.6KG
还原剂的还原率90%: 39.6KG×90%=35.64KG
锡价以100元/KG算: 35.64KG×100元=3564元
30KG锡灰消耗还原剂约1KG,还原剂的单价1000元/KG
则每100KG锡渣节约: 3564-1000=2564元
若每台炉每月产生300KG锡渣,则每台炉每月可节约:2564×3=7692元
生产线越多,锡价越贵(例如无铅SnAg3Cu0.5约300元/KG ),则节省的就越多!
五、以添加锡棒的方式计算
连续跟踪一周,确认使用JR07还原剂前后炉膛内的锡位为一致;假设使用JR07还原剂前后所生产的PCBA为同一型号(即上锡量一致);
还原剂前单板耗锡量(1)=锡条添加量B-(锡渣产生量C×锡渣兑换率D)/周PCBA生产数量;
还原剂后单板耗锡量(2)=锡条添加量/ 周PCBA生产数量(清出的残留物视为无价值);
还原剂成本(3)=添加还原剂的数量×还原剂单价;
周PCBA的生产数量(4);
则单台波峰炉一周所节约的费用=[还原剂前单板耗锡量(1)-还原剂后单板耗锡量(2)] ×周PCBA的生产数量(4)×锡条单价-还原剂成本(3).
ICHIMURA JR07锡渣抗氧化还原剂的使用方法:
一、 步骤如下
a.在方便操作的锡炉一端用作一还原区。还原区的面积为长度即锡炉的宽度,宽度为20-30CM左右。
b.在波峰正常开启熔锡状态下,清理锡渣,锡面留约2-3KG锡渣。
c.将JRO7倒入预留于焊锡液面的锡渣上搅拌均匀,首次添加量一般约150-200G。之后一般每4小时加一次,每次JR07的添加量一般约50-150G。JR07在锡面形成糊状防氧化物并继续还原新产生的锡渣,有效时间达4~6小时。
d. 每次添加JR07之前,必需将JR07与锡渣所形成的残留物轻轻搅拌成稀泥状,然后清理掉上层不含锡的稀泥状物质。再将锡炉其它位置的锡渣清理到还原区,将JR07按第三步的方法倒入锡渣中搅拌均匀,约四小时后重复此过程与动作。如锡渣突然增多,则视实际情况适当增加JR07的添加量或缩短添加时间。
e.此时如不继续生产(即波峰长期不打起时),则无需添加JR07。待需生产时(即打开波峰时)再将JR07按第三步的方法倒入锡渣中搅拌均匀,四小时后重复此过程与动作。
f.过程中视产品和锡炉大小或锡渣产生量的多少,加入JR07数量也酌情加减。
g.由于清理出来的残留物可溶于水,故可将清理出来的残留物用水清洗后计算出焊锡的含量,以作为捞渣是否符合要求提供鉴定标准(通常在7-13%之间)。
二、还原剂使用量的计算方法
每公斤ICHIMURA --JR07锡渣抗氧化还原剂可还原锡渣三十到五十公斤;假设单台波峰焊二十四小时产生的锡渣为十五公斤:
则单台波峰焊二十四小时的还原剂用量为:15KG÷30=0.5KG还原剂;
如每四小时添加一次,则每二十四小时要添加六次,每次还原剂的添加量为:0.5KG÷6=0.083KG。
三、技术要点
a.每次清理前必须将覆盖在还原区锡面的残留物搅拌成稀泥状物质后再作清理,然后再按要求添加JR07还原剂。
b.每次添加JR07还原剂时必须将还原剂加在刚捞过来的锡渣上并充分搅拌均匀。
c.每次清理只将上层不含锡的稀泥状物质清理出来,千万不允许将清理锡渣的工具伸入锡炉锡液面以下从下往上捞,这样一来将带走大量的有用锡而造成不必要的浪费。
d.每次清理出来的残留物的含锡量应控制在7-13%之间。
e.如遇设备保养时,喷嘴下的锡渣将大量浮在锡缸表面,这种锡渣也建议使用还原剂还原,在预估锡渣的大致重量后,按还原剂使用量的计算方法计算出的数量进行添加。
注意事项:
a﹑还原剂只能将已氧化的锡渣还原出有用的焊锡,其他不含焊锡成分的灰尘是无法被还原出有用的焊锡的。
b﹑使用本产品时请保证锡炉抽风在正常工作状态。
c﹑本品在运输途中应防止雨淋、受热及日光照晒等。
d﹑本品使用时应防止与眼睛接触或食入,如不慎接触或食入,可用清水冲洗或就医。
e、储存温度低于10℃时,粘度会变大或出现沉淀,但不影响使用,使用前摇匀即可。
f、本品应密封贮存于阴凉通风处,有效期为一年。 |